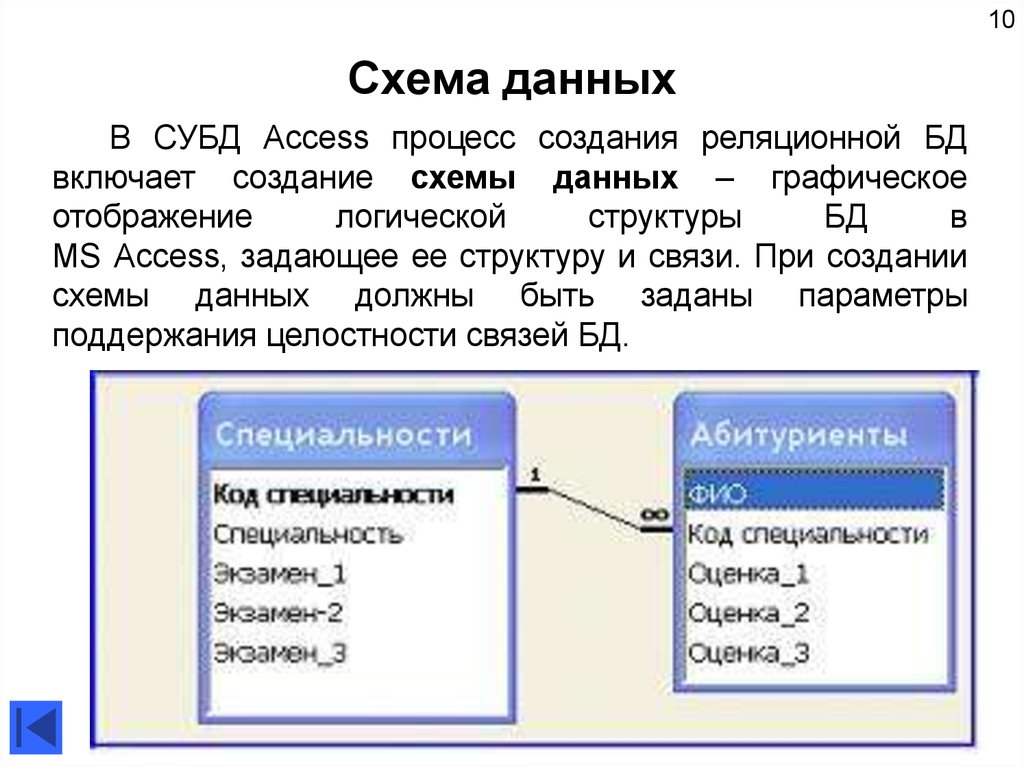
СУБД-4 Станок деревообрабатывающий комбинированный. Паспорт, схемы, описание, характеристики
Сведения о производителе деревообрабатывающего комбинированного станка СУБД-4
Производитель универсального заточного станка СУБД-4 — ПО «Промприбор» г. Чебоксары.
СУБД-4 станок деревообрабатывающий комбинированный. Назначение, область применения
Станок Универсальный Деревообрабатывающий Бытовой Комбинированный СУБД-4 предназначен для комплексной обработки деталей из различных сортов дерева.
Принцип работы и особенности конструкции станка
Станок СУБД-4 имеет простую конструкцию: электродвигатель с двухступенчатым шкивом и строгальный вал (шпиндель) с приемным шкивом соединены клиновым ремнем. Строгальный вал (шпиндель) имеет две скорости вращения — 3000 и 4500 об/мин при перестановке клинового ремня.
С торца строгального вала крепится приемный шкив и дисковая пила (дисковая фреза).
Машина СУБД-4 состоит из сварного основания, внутри которого расположен приводной электродвигатель.
Станок СУБД-4 выполняет следующие операции:
- Строгание (фугование) по плоскости от 10 до 250 мм по ширине и до 3 мм в глубину за один проход при скорости подачи заготовки до 3,6; 5 м/мин;
- Фугование под углом;
- Рейсмусование с автоматической подачей до 3,6; 5 м/мин;
- Строгание по ребрам (кромке) под углом от 0 до 45°;
- Распиловку вдоль и поперек волокон доски толщиной до 80 мм под прямым углом при скорости подачи заготовки до 1,0 м/мин;
- Фрезерование пазов дисковыми и концевыми фрезами глубиной до 10..120 мм;
- Сверление глубиной до 10..120 мм;
Модификации бытовых деревообрабатывающих комбинированных станков
СУБД-4Основные технологические операции, выполняемые на станках модификации:
СУБД-4А, СУБД-4Б, СУБД-4Г — фугование, распиловка вдоль, поперек волокон в под углом, рейсмусование, шлифование, сверление, фрезерование торцевой фрезой (пазование) и дисковой фрезой, шпунтование, выборка четверти, заточка инструмента,
СУБД-4В — фугование, распиловка вдоль, поперек волокон и под углом, шлифование, выборка четверти, заточка инструмента, сверление, фрезерование торцевой фрезой (пазование) и дисковой фрезой, шпунтование.
СУБД-4Д — фугование, распиловка вдоль, поперек волокон и под углом, шлифование, выборка четверти, заточка инструмента, фрезерование дисковой фрезой, шпунтование.
Устройство и работа бытового станка СУБД-4Б
Основной частью станков универсальных бытовых деревообрабатывающих модели СУБД-4 является фуговальный станок.
При установке на фуговальном станке отдельных составных частей и инструментов, станок может работать как круглопильный, фрезерный, сверлильный, рейсмусовый, шлифовальный и заточный (в зависимости от модификации).
Фуговальный станок СУБД-4
Фуговальная конфигурация комбинированного станка СУБД-4
Фуговальная конфигурация комбинированного станка СУБД-4. Смотреть в увеличенном масштабе
Устройство станка приведено на рис 3. Основным элементом фуговального станка является ножевой вал 3.
Вращение ножевого вала осуществляется через клиноременную передачу от электродвигателя.
С одной стороны ножевого вала крепится двухступенчатые шкив, С другой — дисковая пила, которая при фуговании должна быть снята.
Регулировка толщины стружек, снимаемой при обработке пиломатериалов, осуществляется за счет перемещения подвижного фуговального стола 8 при вращении ручки 9.
Для обеспечения условий безопасности при фуговании пиломатериалов в конструкции станка предусмотрено ограждение ножевого вала 11.
Конструктивно ограждение 11 выполнено таким образом, что в процессе обработки пиломатериалов оставляет открытой работающую часть ножевого вала в размер обрабатываемой заготовки.
Рамка 15 предусмотрена доя крепленая к ней мешка 16, в который производится сбор стружки при обработке пиломатериалов. Мешок 16 в комплект поставки не входит.
Качество поверхности обрабатываемых пиломатериалов обеспечивается при соблюдения условий:
В станках модификации СУБД-4А,СУБД-4Б,СУБД-4В,СУБД-4Д при установке ножей в фуговальные пазы ножевого вала пользоваться текстолитовой планкой, к которой лезвия ножей прижимает выдавливающая пружина 4 (рис. 1а). После настройки ножи должны быть надежно закреплены винтами 1 (рис. 1а). Во время смены ножей будьте внимательны, следите, чтобы не потерялись пружины 4 (рис. 1а).
1а). Во время смены ножей будьте внимательны, следите, чтобы не потерялись пружины 4 (рис. 1а).
В станках модификации СУБД-4Г настройка ножей осуществляется вращением винтов 8 (рис. 16).
Необходимо помнить, что ножевой вал в сборе отбалансирован на предприятии-изготовителе. Поэтому при смене ножей не следует смешивать комплекты деталей разных фигурных пазов ножевого вала (рис. 1а, рис 1б). Ножи после заточки должны быть одинаковых размеров, иметь одну и ту же массу;
- ножи должны быть остро заточены. Заточка ножей производится шлифовальным бруском. Угол заточки режущей кромки ножей должен составлять 35..45°;
- режущая кромка ножей должна быть выставлена таким образом, чтобы находилась на одном уровне с поверхностью неподвижного фуговального стола.
- правильно выбирать скорость подачи обрабатываемого пиломатериала, так как скорость подачи зависит от качества и вида древесины. Подачу заготовки осуществлять плавно, без рывков с одинаковой скоростью;
- следить, чтобы при эксплуатации станков не нарушались условия параллельности фуговальных столов относительно друг друга, неплоскостности и шероховатости поверхностей столов.
Круглопильный станок
Устройство станка приведено на рис. 3.
Пила зажимается гайкой 6 между шайбой 7 и буртом резьбовой втулки 5 (рис. 1а) и крепится на конусный конец вала болтом 3 (рис. 1в).
Пильный стол 6 крепится на кронштейнах 5 к корпусу фуговального станка гайками 12 (рис. 3).
При помощи гаек пильный стол можно выставить на разной высоте и осуществлять пропилы необходимой глубины.
Перед началом работ вращением ручки 8 поднять подвижной фуговальный стол на уровень неподвижного.
Пильный стол в установить на уровень фуговальных столов 7, 8.
Пила имеет ограждение 1, которое при продвижении под ним заготовки поднимается. Ограждение крепится к клину 2. Клин выставлен в одной плоскости с пилой, и выполняет роль направляющего и расклинивающего заготовку устройства. Сектора зубчатые 13 предназначены для заклинивания заготовки при подаче пиломатериала в обратном направлении.
На столе 6 может быть установлена упор-линейка 14, используемая для распиловки под углом.
Для поперечной распиловки необходимо снять ограждение ножевого вала 11 и упорной линейки 10, 14. Закрыть ножевой вал настилом (рис.11) из комплекта, поставляемого вместе со станком.
Закрепить настил на подвижном столе винтами. При наладке станка на работу с дисковой фрезой необходимо вставку ни пильном столе около плиты заменить на вставку из комплекта поставки. Для этого отвернуть винты, крепящие вставку к пильному столу, заменить вставку и закрепить ее теми же винтами. Установить дисковую фрезу на конце ножевого вала, выставить пильный стол относительно фуговальных столов на высоту, обеспечивающую необходимую глубину фрезеруемого паза,
Сверлильно-фреэерный станок
Фрезерно-сверлильное приспособление станка СУБД-4
Фрезерно-сверлильное приспособление комбинированного станка СУБД-4. Смотреть в увеличенном масштабе
Устройство станка приведено на рис. 4.
Сверлильный патрон 2 (рис, 2) надевается на конусный конец ножевого вала и крепится винтом 3 (рис. 2а) или специальной гайкой 1 (рис. 26). В патроне могут быть закреплены сверла, фрезы.
2а) или специальной гайкой 1 (рис. 26). В патроне могут быть закреплены сверла, фрезы.
Путем переустановки инструмента в патроне или самого патрона следует добиться минимального биения инструмента.
Для сверлильно-фрезерных работ используется сверлильно-фрезерный стол 9 (рис. 4), который крепится к фуговальному станку при помощи кронштейна-переходника 11 (рис. 4) и гаек 13 (рис. 4) к кронштейну 12 (рис. 4) фуговального станка. При помощи гаек 13 (рис. 4) стол может перемещаться в вертикальном направлении на нужную высоту.
На столе устанавливается упор-линейка 8 (рис. 4).
Струбцины 7 (рис. 4) при помощи винтов 6 обеспечивают прижатие заготовки к столу.
При сверлильно-фрезерных работах обязательно пользоваться ограждениями 3, 14 (рис. 4).
Подача заготовки при сверлении и фрезеровании осуществляется путем ручного перемещения сверлильно-фрезерного стола.
Винты 10 предназначены для предотвращения перемещения столов относительно друг друга при транспортировании и хранении.
Станок с приспособлением для рейсмусования
Рейсмусовое приспособление приспособление станка СУБД-4
Рейсмусовое приспособление приспособление комбинированного станка СУБД-4. Смотреть в увеличенном масштабе
Устройство станка с приспособлением для рейсмусования приведено на рис. 6.
Приспособление для рейсмусования представляет из себя два подпружиненных прижимных валика, которые обеспечивают получение калиброванных ЗАГОТОВОК.
Порядок обработки заготовки в режиме рейсмусования:
- обработать заготовку на фуговальном станке в размер требуемой толщины с припуском на рейсмусование;
- собрать приспособление для рейсмусования, снять пильный стол, ограждение ножевого вала. На кронштейнах 5 закрепить шпильки 11 гайками 12. На шпильках установить приспособление для рейсмусования, закрепить его гайками 12. При установке и съеме приспособления следить, чтобы шайбы 16 не потерялись;
- опустить подвижный стол относительно неподвижного на толщину снимаемой стружки 1 мм.
 Указанный размер снимаемой стружки обеспечивает оптимальный режим работы станка, когда заготовка подается на ножевой вал легко, без особых усилий;
Указанный размер снимаемой стружки обеспечивает оптимальный режим работы станка, когда заготовка подается на ножевой вал легко, без особых усилий; - замерить толщину заготовки до обработки;
- вращением маховика прижать заготовку к подвижному столу;
- произвести подачу заготовки на ножевой вал станка под приспособлением. Замерить толщину заготовки после обработки и определить размер снимаемой стружки;
- рассчитать сколько раз нужно пропустить заготовку через приспособление для обработки ее в требуемый размер;
- обработать заготовку;
- отрейсмусовать заготовку, постепенно уменьшая толщину снимаемой стружки подъемом подвижного стола.
Работу на рейсмусовом станке производить после установки на нем ограждения сверлильного патрона.
Заточной станок
Шлифовальный круг 6 (рис. 7) зажимается между шайбой 2 и буртом резьбовой втулки 3 и крепится гайкой 4 на конусный конец ножевого вала болтом 5 (рис. 7).
На шлифовальный круг устанавливается защитный кожух 1 (рис. 7), который крепится винтами к корпусу фуговального станка. Зазор между шлифовальным кругом и пластикой, служащий опорой для инструмента при заточке, должен быть не более 3 мм .
7), который крепится винтами к корпусу фуговального станка. Зазор между шлифовальным кругом и пластикой, служащий опорой для инструмента при заточке, должен быть не более 3 мм .
Перед пуском станка произвести следующие работы:
- очистить станок и рабочую зону от опилок и стружки;
- соблюдать правила по технике безопасности к пожарной безопасности.
Наладки станка на соответствующие вялы работ показаны на рис. 10 — 17.
Электрооборудование
В качестве привода станка применен асинхронный электродвигатель.
Электродвигатель изолирован от корпуса станка.
Аппаратура управления установлена в специальном отсеке станка.
Во избежание перегрева и выхода электродвигателя из строя распиловку производить при частоте вращения вала 2810 об/мин, фугование -4480 об/мин.
Изменение частот вращения вала производится сменой положения ремня согласно рис. рис. 17.
При нарушении пломбы предприятие-изготовитель не принимает претензии от покупателя.
Запрещается эксплуатация станков в условиях воздействия капель и брызг, а также на открытых площадках во время снегопада и дождя.
СУБД-4 Общий вид комбинированного станка
Фото комбинированного станка СУБД-4
Фото комбинированного станка СУБД-4
Фото комбинированного станка СУБД-4
СУБД-4 Посадочные и присоединительные базы станка
Крепление дисковой пилы на конце шпинделя
Крепление дисковой пилы и дисковой фрезы на конце шпинделя. Смотреть в увеличенном масштабе
Посадочные и присоединительные базы станка СУБД-4
Наладка на продольную распиловку станка СУБД-4
Наладка на продольную распиловку комбинированного станка СУБД-4. Смотреть в увеличенном масштабе
Наладка на поперечную распиловку станка СУБД-4
Наладка на поперечную распиловку комбинированного станка СУБД-4. Смотреть в увеличенном масштабе
Наладка на вырезку четверти станка СУБД-4
Наладка на вырезку четверти комбинированного станка СУБД-4. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Наладка на сверлильно-фрезерные работы станка СУБД-4
Наладка на сверлильно-фрезерные работы станка СУБД-4. Смотреть в увеличенном масштабе
Наладка на шлифование станка СУБД-4
Наладка на шлифование станка СУБД-4. Смотреть в увеличенном масштабе
Подготовительные операции
Заточка дисковой пилы станка СУБД-4
Заточка дисковой пилы комбинированного станка СУБД-4. Смотреть в увеличенном масштабе
Углы заточки дереворежущего инструмента
Регулировка ножей в строгальном барабане станка СУБД-4
Планка для калибровки ножей в строгальном барабане
Ножи необходимо устанавливать так, чтобы они выступали на 1 мм за габариты ножевого вала. При установке контролировать равномерную выставку ножей по всей длине вала.
Затяжку болтов, удерживающих ножи, начинать от середины клина, выставку ножей произвести по калиберной планке. Перед началом работы обязательно проверить надежность крепления ножей. Включив фуговальное устройство, убедиться в нормальной его работе. Необходимо следить за работой подшипников ножевого вала. В случае повышения температуры необходимо заменить подшипники.
Включив фуговальное устройство, убедиться в нормальной его работе. Необходимо следить за работой подшипников ножевого вала. В случае повышения температуры необходимо заменить подшипники.
Читайте также: Производители деревообрабатывающих станков и оборудования
Технические характеристики комбинированного станка СУБД-4
| Наименование параметра | СУБД-4 | ВЗ-335 |
|---|---|---|
| Пиление дисковой пилой | ||
| Длина заготовки при пилении, мм | 0..4000 | |
| Ширина заготовки при пилении, мм | 5..300 | |
| Диапазон глубины пропила, мм | 55 | 80 |
| Вертикальное перемещение пильного стола, мм | 80 | |
| Наибольший диаметр пильного диска, мм | Ø200 | Ø200..Ø315 |
| Посадочный диаметр пилы, мм | 32 | 32, 50 |
| Частота вращения пилы, об/мин | 28100, 4500 | 3000, 4500 |
| Размеры рабочей поверхности пильного стола, мм | 720 х 170 | 750 х 400 | Наибольший диаметр фрезы, мм | Наибольшая глубина фрезерования, мм |
| Фугование (строгание) | ||
| Длина заготовки при фуговании, мм | 400. .4000 .4000 | |
| Наибольшая ширина фугования (строгания), мм | 250 | 10..250 |
| Наибольшая глубина снимаемого слоя за один проход при строгании, мм | 3 | 3 |
| Диаметр режущей части ножевого вала, мм | 86..88 | |
| Частота вращения ножевого вала на холостом ходу, об/мин | 2810, 4500 | 3000, 4500 |
| Размеры строгального ножа, мм | 260 х 30 х 3 Сталь 65Г | |
| Количество строгальных ножей в ножевом барабане | 2; 4 | 3 |
| Ширина и длина строгальных столов, мм | 320 х 720 | 335 х 810 |
| Рейсмус | ||
| Максимальная и минимальная толщина заготовки при рейсмусовании (Высота подъема рейсмусового стола), мм | 50 | 120 |
| Наименьшая длина обрабатываемой заготовки при рейсмусовании, мм | 400 | |
| Величина подъема рейсмусового стола, мм | 120 | |
| Скорость подачи заготовки в режиме рейсмуса, м/мин | ручная | 5 |
| Размеры рабочей поверхности рейсмусового стола, мм | 700 х 260 | |
| Максимальная ширина рейсмусования, мм | ||
| Наибольшая толщина срезаемого слоя при рейсмусовании, мм | 3 | |
Сверление. Фрезерование концевой фрезой Фрезерование концевой фрезой | ||
| Длина заготовки при сверлении, фрезеровании, мм | 200..4000 | |
| Наибольший диаметр сверла, фрезы, мм | 3..20 | |
| Частота вращения сверла, фрезы, мин | 3000, 4500 | |
| Размеры рабочей поверхности стола, мм | 390 х 190 | |
| Глубина сверления, мм | 85 | 150 |
| Величина продольного и поперечного перемещения стола, мм | 110 х 100 | |
| Устройство токарное | Частота вращения токарного шпинделя, об/мин | — | 1600 | Наибольшая длина заготовки при токарной обработке, мм | — | 100..800 | Наибольший диаметр заготовки при токарной обработке в центрах, мм | — | 80 | Наибольший диаметр заготовки при токарной обработке на план-шайбе, мм | — | 300 | Вес токарного приспособления, кг |
| Электрооборудование станка | ||
| Род тока питающей сети | ~220В / ~380В | ~380В |
| Количество электродвигателей на станке, шт | 1 | 1 |
| Электродвигатель, кВт (об/мин) | 1,1 (2810) | 3 |
| Габарит и масса станка | ||
| Габарит станка (длна х ширина х высота), мм | 750 х 555 х 475 | 100 х 900 х 900 |
| Масса станка, кг | 90 | 475 |
Связанные ссылки. Дополнительная информация
Дополнительная информация
Станок субд 4 инструкция
Сведения о производителе деревообрабатывающего комбинированного станка БДС-4
Производитель универсального заточного станка БДС-4 — Витебский завод заточных станков Визас, основанный в 1897 году.
С 1940 года предприятие специализируется на выпуске заточного оборудования и на сегодняшний день является единственным в СНГ производителем станков для изготовления и заточки любого режущего инструмента. Продукция завода эксплуатируется более чем в шестидесяти странах мира.
производит, также, деревообрабатывающее оборудование.
Станки, выпускаемые Витебским заводом заточных станков, Визас
БДС-4 станок деревообрабатывающий комбинированный. Назначение, область применения
Полупромышленный 3-х операционный комбинированный деревообрабатывающий станок БДС-4 предназначен для комплексной обработки деталей из различных сортов дерева.
Станок БДС-4 имеет простую конструкцию: электродвигатель с двухступенчатым шкивом и строгальный вал (шпиндель) с приемным шкивом соединены клиновым ремнем. Строгальный вал (шпиндель) имеет две скорости вращения — 2400 и 4000 об/мин при перестановке клинового ремня.
Строгальный вал (шпиндель) имеет две скорости вращения — 2400 и 4000 об/мин при перестановке клинового ремня.
В торце строгального вала крепится приемный шкив и дисковая пила (дисковая фреза).
Станок выполняет следующие операции:
- Строгание (фугование) по плоскости до 200 мм по ширине и до 3 мм в глубину за один проход при скорости подачи заготовки до 2 м/мин. Скорость вращения ножевого вала — 4000 об/мин;
- Строгание по ребрам (кромке) под углом от 0 до 45°;
- Распиловку вдоль и поперек волокон доски толщиной до 50 мм при скорости подачи заготовки до 1,0 м/мин. Скорость вращения дисковой пилы 2400 об/мин;
- Фрезерование дисковой фрезой глубиной до 16 мм при скорости подачи заготовки до 2 м/мин;
- Заточку инструмента шлифовальным кругом.
Универсальный деревообрабатывающий станок СУБД-1Б и его описание
Технические характеристики
Наибольшая ширина фугования и рейсмусования за один проход, мм 250 Наибольшая высота пропила, мм 55 Наибольшая толщина срезаемого слоя за один проход при фуговании, мм 3 Наибольшая толщина срезаемого слоя за один проход при рейсмусовании, мм 1 Наибольшая глубина сверления и фрезерования (пазования), мм 85 Мощность электродвигателя, кВт 1,5 Габаритные размеры, мм 750х555х370 Напряжение питания, В 220 Масса станка со всеми принадлежностями, кг 90 Частота вращения пилы, об/мин 2810 Частота вращения ножевого вала, об/мин 4500 Число установленных ножей, шт 2
Состав комбинированного станка БДС-4
Станок состоит из станины, на которой установлен в подшипниках качения главный вал (шпиндель), являющийся ножевым валом.
На валу консольно установлен шкив, на который через клиноременную передачу передается вращение от электродвигателя. Шкив электродвигателя — двухступенчатыый, обеспечивает две скорости вращения 2400 и 4000 об/мин. Скорость вращения шпинделя выбирается переброской клинового ремня на шкиве электродвигателя. Скрость 2400 об/мин лучше подходит для работы с дисковой пилой, скорость 4000 об/мин подходит для строгания.
На станине установлены строгальные столы с ограждением ножевого вала и пильный стол. Столы имеют регулировку по высоте.
Рекомендации по выбору деревообрабатывающего оборудования
Прежде чем приступить к выбору оборудования, необходимо поставить задачи производительности. Другими словами, нужно определить, для чего Вы приобретаете оборудование: глубокая переработка круглого леса, производство пиломатериала, постройка дома или других объектов. Ленточная пилорама
Основное преимущество ленточных пилорам — максимальный выход готовой продукции (КПД выхода пиломатериала составляет 60 — 70 %), достигается это за счет минимальной толщины пропила в 1,8 — 2,2 мм. Ленточнопильные станки, хорошо подходят для малого бизнеса, как станки, на которых можно получить на выходе готовую продукцию: доска обрезная, брус, брусок, шпала, лафет, необрезная доска. Ленточная пилорама имеет низкое энергопотребление до 15 кВт. Пилорамы ленточные используют как оборудование первого ряда, так как распил бревна в развал достигает 90 — 100 см (Тайга Т4, Атлант), для распиловки на лафет и последующей его подачи на многопильный станок.
Ленточнопильные станки, хорошо подходят для малого бизнеса, как станки, на которых можно получить на выходе готовую продукцию: доска обрезная, брус, брусок, шпала, лафет, необрезная доска. Ленточная пилорама имеет низкое энергопотребление до 15 кВт. Пилорамы ленточные используют как оборудование первого ряда, так как распил бревна в развал достигает 90 — 100 см (Тайга Т4, Атлант), для распиловки на лафет и последующей его подачи на многопильный станок.
Для увеличения производительности пилорамы необходимо:
Удобная и оперативная подача бревна (заготовки) на станину. Для этого возможно использовать тельфер, кран, лебедку или поката. Перемещение и поворот бревна во время процесса распиловки (удобные зажимы и упоры для бревна, использование багра) Удобный и оперативный забор готовой продукции на сортировку, и дальнейшую переработку. Для ускорения процесса выставления размеров доски и расчета толщины доски используют дополнительное устройство — электронная линейка (контроллер перемещения). Она позволяет программно задавать толщину доски и даёт возможность более точного позиционирования пильной ленты при распиловке бревен. Также контроллер перемещения позволяет программно учесть толщину пропила для упрощения математических задач для рамщика. Более точное позиционирование пильной ленты обеспечивает более качественную геометрию готовой продукции.
Она позволяет программно задавать толщину доски и даёт возможность более точного позиционирования пильной ленты при распиловке бревен. Также контроллер перемещения позволяет программно учесть толщину пропила для упрощения математических задач для рамщика. Более точное позиционирование пильной ленты обеспечивает более качественную геометрию готовой продукции.
Минусы ленточного пиления состоят в геометрии пиломатериала и чистоте обработки, пиломатериал с ленточки не котируется для экспорта из-за разнотолщинности и волны пиломатериала. Доска с ленточной пилорамы хорошо подходит для внутреннего рынка сбыта или дальнейшей переработки. Кромкообрезной станок
Для улучшения геометрии доски можно использовать кромкообрезной станок Тайга К2 он обеспечит более точную распиловку по ширине доски, но не исправит качество пиломатериала по пласти пиления. Кромкообрезные станки, являются оборудованием второго ряда и все преимущества раскрывают когда работают в связке с ленточными и шинными пилорамами.
Дисковая пилорама
Дисковая пилорама горизонтального пиления обеспечивает отличное качество пласти и геометрию пиления. Недостатком пиления является толщина пропила 4,5 — 6 мм, при этом КПД выхода готового пиломатериала составит не более 60 %. Скорость дискового пиления выше, чем на ленточной пилораме.
Дисковая пилорама может быть станком первого или второго ряда в зависимости от предназначения оборудования.
Пилорама двух-дисковая горизонтального пиления имеет высокую скорость пиления и высокую производительность продукции, диаметр обрабатываемого бревна до 60 см (0,6 м), углопильная двух-дисковая пилорама .
Основным преимуществом дисковых пилорам радиального пиления (углоповоротная пилорама) является большой диаметр обрабатываемого бревна до 1,2 м. Экспортное качество пиломатериала и высокая чистота обработки древесины которую обеспечивает обработка дисковой пилой.
Шинная пилорама
Шинная пилорама Мурка М1 (бензиновая) и М5 (новая бензиновая версия) характеризуется мобильностью, практичностью в эксплуатации. Автономное питание пилорамы позволяет распилить бревно на брус и доску или шпалу прямо в лесу. Бензопила STIHL MS660 может использоваться отдельно от пилорамы, как валочная бензопила, для этого нужно открутить только 2 гайки крепления пилы, и поменять шину и цепь для продольного пиления на более подходящую. Расход бензина 0,8 л./40 мин. Шинное пиление дает точную геометрию распила и отсутствие волны при пилении. Минусом шинных пилорам является низкая по сравнению с ленточной пилорамой, производительность, поэтому такие пилорамы являются решением малого и среднего бизнеса. Для людей, которые покупают пилораму себе в хозяйство, это идеальный вариант и еще шинные пилорамы Мурка пользуются большим спросом у фермеров, колхозников.
Автономное питание пилорамы позволяет распилить бревно на брус и доску или шпалу прямо в лесу. Бензопила STIHL MS660 может использоваться отдельно от пилорамы, как валочная бензопила, для этого нужно открутить только 2 гайки крепления пилы, и поменять шину и цепь для продольного пиления на более подходящую. Расход бензина 0,8 л./40 мин. Шинное пиление дает точную геометрию распила и отсутствие волны при пилении. Минусом шинных пилорам является низкая по сравнению с ленточной пилорамой, производительность, поэтому такие пилорамы являются решением малого и среднего бизнеса. Для людей, которые покупают пилораму себе в хозяйство, это идеальный вариант и еще шинные пилорамы Мурка пользуются большим спросом у фермеров, колхозников.
БДС-4 Общий вид комбинированного станка
Фото комбинированного станка БДС-4
Фото комбинированного станка БДС-4
Фото комбинированного станка БДС-4
Фото комбинированного станка БДС-4
Расположение составных частей и органов управления станком БДС-4
- Опорные ножки станка
- Станина
- Подшипник ножевого вала
- Строгальный стол приемный
- Упорная планка
- Электродвигатель
- Электрошкаф
- Защита дисковой пилы
- Ручка регулировки высоты подающего строгального стола
- Ручка регулировки высоты приемного строгального стола
- Выключатель сети 220 В
- Кнопка Пуск
- Кнопка Стоп
- Винты зажима положения строгального стола
Подготовительные операции
Углы заточки дереворежущего инструмента
Регулировка ножей в строгальном барабане станка БДС-4
Планка для калибровки ножей в строгальном барабане станка БДС-4
Ножи необходимо устанавливать так, чтобы они выступали на 1 мм за габариты ножевого вала. При установке контролировать равномерную выставку ножей по всей длине вала.
При установке контролировать равномерную выставку ножей по всей длине вала.
Затяжку болтов, удерживающих ножи, начинать от середины клина, выставку ножей произвести по калиберной планке. Перед началом работы обязательно проверить надежность крепления ножей. Включив фуговальное устройство, убедиться в нормальной его работе. Необходимо следить за работой подшипников ножевого вала. В случае повышения температуры необходимо заменить подшипники.
Субд 4 станок
Перед допуском к самостоятельной работе станочник деревообрабатывающих станков ( в дальнейшем – станочник ) должен пройти стажировку в течение 2 — 14 смен (в зависимости от характера работы, квалификации работника) под руководством специально назначенного лица. нарушений станочником нормативных, правовых актов (документов) по охране труда которые могли привести или привели к травмированию, аварии или отравлению; при перерывах в работе более чем б месяцев; поступлении информационных материалов об авариях и несчастных случаях, случившихся на аналогичных производствах – внеплановый. 5. Станочник должен иметь четкое представление об опасных и вредных производственных факторах, связанных с выполнением работы, и знать основные способы защиты от их воздействия.
5. Станочник должен иметь четкое представление об опасных и вредных производственных факторах, связанных с выполнением работы, и знать основные способы защиты от их воздействия.
пользоваться при выполнении работ средствами индивидуальной защиты, выдаваемыми в соответствии с отраслевыми типовыми нормами выдачи средств индивидуальной защиты рабочим и служащим предприятий”:
Станок универсальный бытовой деревообрабатывающий, СУБД-4Б
Предназначен для деревообработки в бытовых условия. Является надежным помощником для выполнения различных плотницких и столярных работ при строительтве коттеджей, садовых домиков и в подсобном хозяйстве
Наибольшая ширина фугования и рейсмусования за один проход, мм — 250 Наибольшая высота пропила, мм — 55 Наибольшая толщина срезаемого слоя за один проход при фуговании, мм — 3 Наибольшая толщина срезаемого слоя за один проход при рейсмусовании, мм — 1 Наибольшая глубина сверления и фрезерования (пазования), мм — 85 Мощность электродвигателя, кВт — 1,5 Габаритные размеры, мм — 750х555х370 Напряжение питания, В — 220 Масса станка со всеми принадлежностями, кг — 90 Частота вращения пилы, об/мин — 2810 Частота вращения ножевого вала, об/мин — 4500 Число установленных ножей, шт — 2
В рамках этой концепции подразумевается подключение к интернету различных промышленных объектов — машин, датчиков, сенсоров, автоматизированных систем управления технологическим процессом (АСУ ТП), способных взаимодействовать друг с другом без участия человека.
В Mail.Ru Group видят в промышленном интернете огромный рынок и точку роста.
«Наша экспертиза и технологии могут быть нам очень полезны в этом.
В эти дни весь мир становится более и более цифровым, и промышленность — это огромная часть экономики, где новые технологии могут обеспечить большой скачок», — отметил Денис Аникин.
Ожидается, что IIoT поможет предприятиям повысить производительность и снизить затраты. По его словам, компания намерена вырастить этот бизнес в «отдельное серьезное направление» и выйти с ним на зарубежный рынок.
Главные положительные преимущества универсального станка
Универсальный станок имеет широкую столешницу, что очень удобно при работе в домашних условиях. Радует и то обстоятельство, что стоимость домашнего оборудования доступна большинству российских покупателей. Такая покупка будет выгодной и полезной для использования дома. Станки субд Выполняемые операции:
– раскрой пиломатериалов вдоль волокон, – раскрой пиломатериалов поперек волокон, – фугование, – сверление, – фрезерование, –заточка инструмента Комплект ЗИП:
– пилы дисковые – фрезы – патрон сверлильный – инструмент
Станок универсальный бытовой деревообрабатывающий модели СУБД-1Б предназначен для обработки пиломатериалов в быту (распиловки древесины вдоль и поперек волокон, фугования, сверления, фрезерования, а также заточки инструмента).
Надежность – Простота наладки – Удобство обслуживания Высокая производительность – Широкий диапазон возможностей
Технические характеристики — станок универсальный бытовой деревообрабатывающий субд 1
Показатель СУБД-1Б Наибольшая ширина фугования за один проход, мм 250 Наибольшая ширина срезаемого слоя за один проход, мм 3 Наибольшая высота пропила, мм: – продольная распиловка 55 – поперечная распиловка 45 Глубина сверления и фрезерования (пазования), мм 85 Наибольший диаметр дисковой пилы, мм 200 Частота вращения на холостом ходу, об/мин: – ножевого вала 4560+-200 – пилы 2850+-200 Наибольший диаметр хвостовика инструмента, зажимаемого в патроне, мм 16 Число ножей ножевого вала, шт 2 Подача на всех операциях Ручная Габаритные размеры, мм не более 800х600х400 Масса станка со всеми принадлежностями, кг, не более 85 Питание: – напряжение, В 220 – частота, Гц 50+-10 – ток переменный Номинальная мощность электродвигателя, кВт 1,5
Цена, руб (без НДС) 10.600
Субд 4 читайте далее.
Выбираем для домашней мастерской деревообрабатывающий станок
Кроме того, преимущество использования универсального станка в том, что на нём можно сделать из деревянного материала поистине уникальные вещи, которые достаточно трудно найти на прилавках в магазинах. Использовать универсальные станки достаточно легко.
На отечественном рынке можно выделить российскую продукцию, которая не уступает по качеству аналогам из-за рубежа, но при этом стоимость их намного ниже . После покупки рекомендуется сразу подобрать место для комфортной работы с деревообрабатывающим станком.
Это может быть место в гараже или сарае, которое можно легко переоборудовать под мастерскую.
Нередко люди волнуются, что они фактически не умеют пользоваться такими приборами. Дело в том, что работа на универсальных или специальных станках для обработки дерева достаточно проста.
Применение бытового деревообрабатывающего станка
Бытовой станок открывает много возможностей. С его помощью можно изготовить любые детали для мебели, беседки, ограды, дверей и т. д. Практически все виды работ с деревом осуществимы с помощью универсального станка. Производительность такого станка меньше по сравнению со специальным, но для небольшого производства он тоже подойдет.
д. Практически все виды работ с деревом осуществимы с помощью универсального станка. Производительность такого станка меньше по сравнению со специальным, но для небольшого производства он тоже подойдет.
Преимущества использования универсального станка в том, что Вы при желании можете сделать уникальные вещи, которые никогда бы не нашли в продаже.
Для удобного использования бытового станка нужно обеспечить комфортное нежилое помещение, которым может служить сарай, мастерская или гараж. Оборудование российского производства отвечает всем стандартам и не требует специальных навыков. Даже человек без соответствующей квалификации сможет обучиться и самостоятельно разобраться в технологии работы с бытовым станком.
Главное – соблюдать технику безопасности. Современные станки производят из высокопрочных сплавов, это и есть гарантией их исправной работы. Вы можете обрабатывать древесину любой породы, в том числе и твердые сорта.
Универсальный станок оснащен двигателем, работающим от домашней сети. Устройство снабжено специальным тепловым реле, защищающим от перегревания. Это устройство предотвращает перегрузку станка и обеспечивает стабильную эксплуатацию на протяжении долгих лет.
Устройство снабжено специальным тепловым реле, защищающим от перегревания. Это устройство предотвращает перегрузку станка и обеспечивает стабильную эксплуатацию на протяжении долгих лет.
сек. 120A.22 Устав Миннесоты
§
Subd. 7.Образовательные записи.
(a) Округ, чартерная школа или частная школа, получающая услуги или помощь в соответствии со статьями 123B.40–123B.48, из которой учащийся переводится, должны передать документы об образовании учащегося в течение десяти рабочих дней с момента получения запроса. , в округ, чартерную школу или частную школу, в которую записывается учащийся. Округи, чартерные школы и частные школы, получающие услуги или помощь в соответствии с разделами 123B.40–123B.48, должны приложить разумные усилия для определения округа, чартерной школы или частной школы, в которую в следующий раз зачисляется переводящийся учащийся, чтобы соответствовать этому подразделу.
(b) Закрытая чартерная школа должна передать документы об образовании учащегося в течение десяти рабочих дней после закрытия школы в школьный округ по месту жительства учащегося, где документы должны быть сохранены, если только документы не передаются иным образом в соответствии с данным подразделом.
(c) Школьный округ, чартерная школа или частная школа, получающая услуги или помощь в соответствии со статьями 123B.40–123B.48, которая передает документы об образовании учащегося в другой школьный округ или другую образовательную организацию, чартерную школу или Частная школа, в которую переводится учащийся, должна включать в передаваемые записи информацию о любом официальном отстранении от занятий, исключении и дисциплинарных мерах по исключению в соответствии с разделами 121A.40–121A.56. Округ, чартерная школа или частная школа, получающая услуги или помощь в соответствии с разделами 123B.40–123B.48, должны уведомить учащегося и его родителя или опекуна о том, что официальные дисциплинарные документы будут переданы в рамках образовательной программы учащегося. запись в соответствии с практикой обработки данных в соответствии с главой 13 и Законом о правах семьи на образование и конфиденциальность от 19 года.74 Кодекса США, раздел 20, раздел 1232(g).
(d) Невзирая на раздел 138. 17, директор или главное административное должностное лицо должны изъять из учетной записи учащегося и уничтожить уведомление о вероятной причине, полученное в соответствии с разделом 260B.171, подразделом 5 или параграфом (e), если с тех пор прошел один год. дату уведомления, а директор или главное административное должностное лицо не получило распоряжения или судебного постановления, связанного с правонарушением, описанным в уведомлении. Этот параграф не применяется, если учащийся больше не посещает школу по истечении этого годичного периода.
17, директор или главное административное должностное лицо должны изъять из учетной записи учащегося и уничтожить уведомление о вероятной причине, полученное в соответствии с разделом 260B.171, подразделом 5 или параграфом (e), если с тех пор прошел один год. дату уведомления, а директор или главное административное должностное лицо не получило распоряжения или судебного постановления, связанного с правонарушением, описанным в уведомлении. Этот параграф не применяется, если учащийся больше не посещает школу по истечении этого годичного периода.
(e) Директор или главное административное должностное лицо, получившее уведомление о вероятной причине в соответствии с разделом 260B.171, подраздел 5, распоряжение или постановление суда, должны включить копию этих данных в образовательную документацию учащегося, если они передаются другой школе, за исключением случаев, когда данные подлежат уничтожению в соответствии с параграфом (d) или разделом 121A.75.
§
Subd.
 12.Законные исключения.
12.Законные исключения.(a) Родитель, опекун или другое лицо, контролирующее ребенка, может подать заявление в школьный округ с просьбой освободить ребенка от посещения занятий на все время или на часть времени школьных занятий в течение любого учебного года. Заявление может быть подано любому члену правления, прогульщику, директору или суперинтенданту. Школьный округ может указать в своих правилах посещения школы, что он может попросить родителей учащегося или законного опекуна подтвердить в письменной форме причину отсутствия ребенка в школе. Уважительной причиной является справка от врача или лицензированного специалиста в области психического здоровья о том, что ребенок не может посещать школу. Совет округа, в котором проживает ребенок, может одобрить заявление, если к удовлетворению этого совета будет продемонстрировано следующее:
(1) что физическое или психическое здоровье ребенка не позволяет ему посещать школу или подавать заявление на учебу в течение необходимого периода, включая:
(i) детские болезни, медицинские, стоматологические, ортодонтические или консультационные приемы;
(ii) чрезвычайные ситуации в семье;
(iii) смерть или серьезное заболевание или похороны ближайшего родственника;
(iv) действующая служба в любом роде войск США;
(v) у ребенка имеется заболевание, требующее постоянного лечения для диагностики психического здоровья; или
(vi) другие исключения, предусмотренные политикой школьного округа в отношении посещаемости;
(2) что ребенок уже выполнил стандарты штата и округа, необходимые для окончания средней школы; или
(3) что по желанию родителя, опекуна или другого лица, контролирующего ребенка, ребенок посещает в течение периода или периодов, не превышающих в совокупности трех часов в любую неделю, школу для религиозных обучение, проводимое и поддерживаемое какой-либо церковью, или ассоциацией церквей, или любой ассоциацией воскресных школ, зарегистрированной в соответствии с законами этого штата, или любой их вспомогательной организацией. Эта школа религиозного обучения должна быть организована и содержаться в другом месте, кроме здания государственной школы, и она не должна, полностью или частично, проводиться и содержаться за государственный счет. Однако ребенок может отсутствовать в школе в те дни, когда он посещает занятия в соответствии с таинствами какой-либо церкви.
Эта школа религиозного обучения должна быть организована и содержаться в другом месте, кроме здания государственной школы, и она не должна, полностью или частично, проводиться и содержаться за государственный счет. Однако ребенок может отсутствовать в школе в те дни, когда он посещает занятия в соответствии с таинствами какой-либо церкви.
(b) Несмотря на подраздел 6, параграф (а), родитель может исключить ребенка из программы детского сада, рассчитанной на весь день, каждый день, и поместить своего ребенка в программу неполного дня, если это предлагается, или в программу альтернативного дня. без прогулов. Школьный совет должен освободить ребенка детского сада от части учебного дня по просьбе родителя ребенка.
| Положения штата Миннесота Обновлено 20 ноября 2012 г. Государственное регулирование частных и домашних школ Карта Частные школы Аккредитация, регистрация, лицензирование и утверждение
Сертификат учителя
Продолжительность учебного года и количество дней
Учебный план
Ведение документации и отчеты
Требования по охране здоровья и безопасности
Транспорт
Учебники
Тестирование
Специальное образование
Сестринское дело и здравоохранение
Technology
Профессиональное развитие
Вознаграждение за выполнение государственных и местных функций
Освобождение от налогов
Государственная помощь частному образованию
Домашние школы
Начальное и продленное заявления
Учебный план и обучение
Оценки и дипломы
Здравоохранение
Освобождение от налогов
Доступ к государственным школам
Веб-ресурсы Информация и законодательство
Контактная информация — Государственный и федеральный департаменты образования
|
 Миннесота. Стат. Анна. §123B.41, Subd. 9.
Миннесота. Стат. Анна. §123B.41, Subd. 9. Миннесота Стат. Энн . §122А.15; иметь степень бакалавра; быть родителем ребенка, чья успеваемость оценивается каждый год в соответствии с Minn. Stat. Энн . §120A.22, Subd.11. Миннесота. Энн . §120A.22, Subd. 10.
Миннесота Стат. Энн . §122А.15; иметь степень бакалавра; быть родителем ребенка, чья успеваемость оценивается каждый год в соответствии с Minn. Stat. Энн . §120A.22, Subd.11. Миннесота. Энн . §120A.22, Subd. 10. Миннесота. Энн . §§124D.59-124D.61 и далее.
Миннесота. Энн . §§124D.59-124D.61 и далее. Миннесота. Энн . §120В.22.
Миннесота. Энн . §120В.22. Миннесота. Энн . §181А.06.
Миннесота. Энн . §181А.06.
 , глава 263, статья 1, раздел 7.
, глава 263, статья 1, раздел 7. 26; 121А.29.
26; 121А.29. Транспорт может быть предоставлен при ограниченных обстоятельствах школам за пределами округа. Транспорт также разрешен для учащихся частных школ, получающих услуги поддержки учеников в государственных школах или нейтральных местах. Миннесота Стат. Энн . §123B.86.
Транспорт может быть предоставлен при ограниченных обстоятельствах школам за пределами округа. Транспорт также разрешен для учащихся частных школ, получающих услуги поддержки учеников в государственных школах или нейтральных местах. Миннесота Стат. Энн . §123B.86. Учебники включают только те светские, нейтральные и неидеологические учебники, которые доступны учащимся государственных школ. Миннесота. Энн . §123B.42.
Учебники включают только те светские, нейтральные и неидеологические учебники, которые доступны учащимся государственных школ. Миннесота. Энн . §123B.42. Миннесота Стат. Энн . §120A.22, Subd. 11.
Миннесота Стат. Энн . §120A.22, Subd. 11. Религиозные корпорации, ассоциации и общества освобождаются от квалификаций, основанных на религии или сексуальной ориентации, если они являются добросовестными профессиональными квалификациями. Религиозные или конфессиональные учреждения могут ограничивать или отдавать предпочтение заявителям той же религии. Также разрешены частные школы для мужчин и женщин. Миннесота Стат. Энн . §§363.02 Subd. 1, 3; 363.03 Субд. 5.
Религиозные корпорации, ассоциации и общества освобождаются от квалификаций, основанных на религии или сексуальной ориентации, если они являются добросовестными профессиональными квалификациями. Религиозные или конфессиональные учреждения могут ограничивать или отдавать предпочтение заявителям той же религии. Также разрешены частные школы для мужчин и женщин. Миннесота Стат. Энн . §§363.02 Subd. 1, 3; 363.03 Субд. 5. Миннесота. Энн . §124D.118.
Миннесота. Энн . §124D.118. Миннесота. Энн . §125B.26.
Миннесота. Энн . §125B.26.
 Учащиеся имеют право на участие, если они посещают государственную, частную или домашнюю школу. Квалифицированные образовательные расходы включают обучение квалифицированного инструктора; плата за квалифицированные послешкольные программы; обучение в квалифицированных летних лагерях; уроки музыки; квалифицированные нерелигиозные книги и материалы; покупка или аренда музыкальных инструментов для использования в обычных школьных музыкальных классах; квалифицированные транспортные расходы; и до 200 долларов на расходы, связанные с компьютером. Программа вычитания была принята в 1955 и расширен в 1997 году. Он позволяет родителям учащихся, отвечающих требованиям, получать вычеты из их налогооблагаемого дохода на соответствующие расходы, которые покрываются за счет налогового кредита, а также на оплату обучения в частных школах и колледжах, которые соответствуют требованиям окончания средней школы. Один и тот же расход не может быть заявлен как в виде кредита, так и вычитания. Сумма кредита составляет 75 процентов от израсходованной суммы, с ограничениями дохода на максимальную сумму кредита.
Учащиеся имеют право на участие, если они посещают государственную, частную или домашнюю школу. Квалифицированные образовательные расходы включают обучение квалифицированного инструктора; плата за квалифицированные послешкольные программы; обучение в квалифицированных летних лагерях; уроки музыки; квалифицированные нерелигиозные книги и материалы; покупка или аренда музыкальных инструментов для использования в обычных школьных музыкальных классах; квалифицированные транспортные расходы; и до 200 долларов на расходы, связанные с компьютером. Программа вычитания была принята в 1955 и расширен в 1997 году. Он позволяет родителям учащихся, отвечающих требованиям, получать вычеты из их налогооблагаемого дохода на соответствующие расходы, которые покрываются за счет налогового кредита, а также на оплату обучения в частных школах и колледжах, которые соответствуют требованиям окончания средней школы. Один и тот же расход не может быть заявлен как в виде кредита, так и вычитания. Сумма кредита составляет 75 процентов от израсходованной суммы, с ограничениями дохода на максимальную сумму кредита. Максимальная сумма вычета составляет 1625 долларов США для учащихся классов K–6 и 2500 долларов США для учащихся 7–12 классов. Миннесота Стат. Энн . §290.0674 и Миннесота. Стат. Энн . §290.01.
Максимальная сумма вычета составляет 1625 долларов США для учащихся классов K–6 и 2500 долларов США для учащихся 7–12 классов. Миннесота Стат. Энн . §290.0674 и Миннесота. Стат. Энн . §290.01. Миннесота Стат. Энн . §120А.24.
Миннесота Стат. Энн . §120А.24. Миннесота Стат. Энн . §126С.19.
Миннесота Стат. Энн . §126С.19. Миннесота Стат. Энн . §121А.15.
Миннесота Стат. Энн . §121А.15. Миннесота. Энн . §§126C.19; 126C.01, Субд. 6-8.
Миннесота. Энн . §§126C.19; 126C.01, Субд. 6-8.