Чтение машиностроительных чертежей деталей машин
Всем доброго дня! Я сразу извиняюсь, что так редко пишу посты (буду стараться чаще 😛 ). Но как говорится лучше меньше да лучше. И сегодня поговорим про чтение машиностроительных чертежей , а так же различные обозначения.
Чтение машиностроительных чертежей.
Многие из вас наверное думаю вообще Андрюха (это Я кто не знал 😆 ) умом тронулся и стал читать чертежи, ведь это не книга!?!? Да конечно конструкторские чертежи не книга, а гораздо сложнее и тут необходимо не только знать алфавит но и обладать специальными знаниями инженерного работник. Кстати если кто еще не знает как стать инженером прочтите этот пост.
Я думаю, что инженерам со стажем и даже студентам старших курсов машиностроительных и инженерных специальностей термин чтение чертежей уже знаком не по наслышке. Ладно хватит этой скучной подводки, тем более я постараюсь подать материал как можно проще и интереснее дабы вы не заскучали при прочтении. И так…
Чтение машиностроительных чертежей для начинающих инженеров.
Начинаем читать чертеж, прежде изучив предназначение детали, а именно к какой группе она относится. Это может быть, что угодно например тело вращения (вал) корпусная деталь (картер например) сборочный чертеж узла (редуктор, двигатель и др.). Но сегодня будем рассматривать чертеж типа тело вращения и это вал. Я выбрал эту деталь так как считаю ее наиболее простой как при проектировании так и при изготовлении, особенно это важно учитывать при чтении чертежей начинающими инженерами.
Основные правила чтения чертежей (порядок).
Пожалуй основное правило это не спеша изучить конструкторскую документацию и по порядку начать впитывать информацию с чертежа которую для нас хотел донести инженер конструктор. Только после этого начинаем собственно говоря читать чертеж.
Требования к чистоте поверхностей детали.
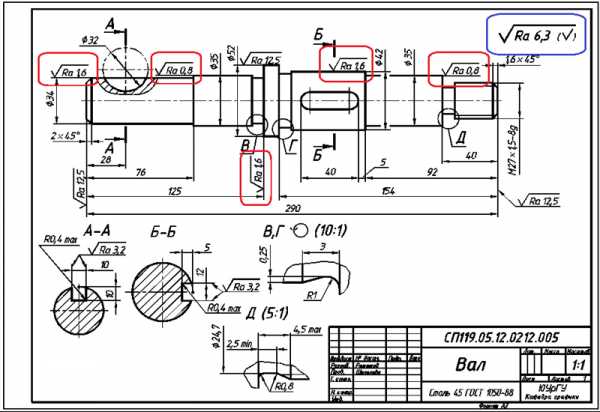
И так, что мы видим на чертеже этого вала? Именно! Я выделил красным цветом обозначение шероховатости. Ra от 0,8 до 1,6. Единицы измерения данного параметра микрометры (мкр).
Почему я решил первым делом рассмотреть именно этот параметр спросите вы? Это самое первое, что достойно вашего внимания, сейчас объясню почему. От того какая шероховатость обозначена на чертеже зависит какой финишный вид обработки вам необходимо выполнить на рассматриваемой детали. Например если брать итменно этот чертеж, то поверхности где Ra 0,8 и 1,6 мкр необходимо шлифовать или применить токарный станок для твердого точения (после прохождения термообработки или как еще называют ее закалки). Даже наверное Ra 0,8 это скорее всего полирование.
Да чуть не забыл в верхнем правом углу чертежа есть обозначение шероховатости Ra 6.3 (v). Это называется неуказанные шероховатости детали на чертеже. Вы наверное подумаете — ну если не указана так нахрена она вообще надо ? Ну ведь согласитесь, что если на чертеже детали проставить шероховатости на каждой поверхности, то это будет не чертеж а сплошные значки шероховатости 🙂 . Ну короче вы поняли 🙂 . Везде где шероховатость поверхности не указана она должна быть не более 6,3 мкр.
Запомните! Всегда начинайте чтение чертежей с определения чиcтоты поверхностей на готовой детали, или проще говоря шероховатости.
Обозначение разрезов на чертеже детали.

В этом разделе мы коснемся разрезов на чертеже детали. Да да вы не ослышались именно разрезов, тут все на самом деле просто.Ведь чтение машиностроительных чертежей это совокупность анализа разных обозначений и параметров различных технических характеристик. О как завернул :). Конечно изначально можно подумать, что это же не праздничный торт, чтобы его резать), ладно… Собственно мы видим буквы А и Б которые стоят возле вертикальных пробелов (ну если их можно так назвать, например я называю так) над и под стрелочками. Эти пробелы обозначают начальную и конечную точку разреза. Представьте, что вал это палка колбасы и вам нужно сделать два разреза для приготовления бутербродов. Вы берете нож и режете в двух местах А-А и Б-Б . Что то я про колбасу 🙂 наверное уже пора пойти перекусить.
И вот когда мы сделали два разреза мы сможем увидеть, что находится в внутри (или плоскости сечения) колбасы ТФУУУ…ТЫ вала конечно :). Не точно пора перекусить.
То что мы увидим в разрезе показано в большой прямоугольной рамке внизу чертежа это виды разрезов А-А и Б-Б. На нашем чертеже это всего лишь два шпоночных паза, ничего интересного и сложного.
Стоит сказать, что это показаны простые разрезы но они есть еще и достаточно сложные с изломанным контуром, иногда изломов может быть несколько, хотя принцип вида и обозначения такой же.
Обозначение выносных элементов на чертежах.
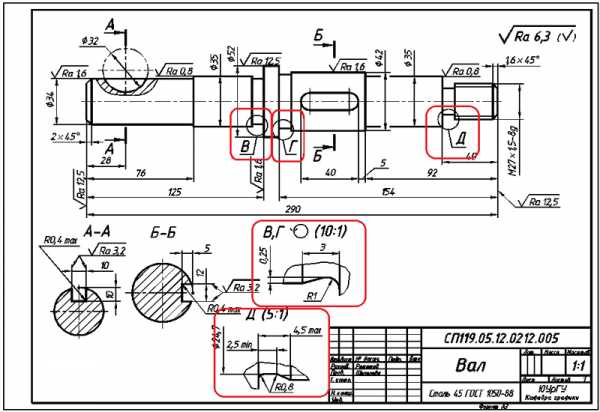
Продолжаем чтение машиностроительных чертежей с изучением обозначений. На данном чертеже мы видим. Да на этой детали есть выточки, которые обозначить на основном виде нет возможности, так как это будет слишком мелко и невидно человеческому глазу. По этой причине инженеры технологи и конструктора придумали эти элементы выносить в отдельную область чертежа. Такие элементы называются просто —
Выносные элементы чертежа не достойны особого внимания, но забывать про них ни в коем случае нельзя
Технические требования чертежа.
Да еще обратите внимание на свободное поле на чертеже (справа внизу) там пусто. Ну это просто я такой чертеж неудачный выбрал, уж простите 🙂 . А обычно там располагаются технические требования к детали, а именно:
- Твердость детали (а иногда и заготовки)
- Неуказанные предельные отклонения и допуски
- Требование к не обработанным поверхностям
- Твердость детали после проведения термообработки
- Символ » * » которым обычно обозначают размер для справок.
- Различные особые требования к детали (все, что придет в голову конструктору).
Ну вот пожалуй на сегодня и все. Чтение машиностроительных чертежей, как машиностроительных так и других областей производства наука совсем не сложная и складывается из совокупности знаний которые вы получите после того как закончите соответствующие учебные заведения СУЗы и ВУЗы, а читать чертежи быстро и правильно вы научитесь уже непосредственно когда поработаете на производстве и наберетесь опыта.
Если есть вопросы, или вы хотите и дальше совершенствоваться как инженер, скачайте книгу «Как читать чертежи». Для этого необходимо просто поделиться статьей в социальных сетях. За одно будет мне от вас спасибо! Книга с рисунками и пояснениями читайте на здоровье!
Книга как читать чертежи.
Всем успехов! Нажимайте на кнопочки внизу статьи и это будет вашим спасибо автору, то есть мне :)!
Спасибо за внимание! Пока!
mextexnologii.ru
Машиностроение: основные обозначения
Обозначения в машиностроении
Определение 1
Машиностроение представляет собой довольно сложный и трудоемкий процесс производства машин, оборудования либо их отдельных деталей.
Данному процессу предшествует процесс планирования, который в свою очередь включает в себя составление технологических планов, построение чертежей.
Определение 2
Чертеж изделия представляет собой графическое изображение детали, выполненное в определенном масштабе с обозначением необходимых размеров и условно выраженных технических условий, используемых при производстве данной детали.
Любой чертеж выполняется по установленным ГОСТам.
При этом размеры на чертежах должны указываться с допустимыми предельными отклонениями от номинального значения. Предельные отклонения могут обозначаться цифрами (18+0,015; 12-0,032-0,059) или же условными обозначениями (буквы латинского алфавита).
Допуски формы и расположение поверхностей обозначаются условными обозначениями установленными ГОСТами и помещаются в прямоугольную рамочку, разделенную на три части. В первой размещается знак вида допуска, а во второй числовое значение допуска, обычно указывается в миллиметрах. В третьей же рамочке указывается буква, указывающая на поверхность к которой относятся данные допуски.
Помимо чертежей технологическая документация содержит эскизы, на которых указываются условные обозначения установки и закрепления детали на стайках. Данные условия должны строго выполняться, чтобы изделие было изготовлено в пределах допустимых отклонений.
Условия выполнения эскизов:
- Деталь изображается в том положении в котором будет изготавливаться
- Поверхность, которая будет обрабатываться, обозначается линиями, чья толщина превышает толщину других линий не менее чем в два раза.
- На эскизе указываются поверхности которые требуют обработки в данной операции
- Обрабатываемые поверхности имеют обозначенные на эскизе размеры, допуски и шероховатости, которые должны быть обеспеченны при обработки
- Движение инструмента и заготовки указывается стрелками
На чертежах применяются несколько видов линий: сплошные, пунктирные, штрихпунктирные и волнистые.
Надписи на чертежах
Надписи указываются на чертежах в тех случаях, когда нет возможности или нецелесообразно показать информацию буквенным или цифровым обозначение, когда требуется уточнение или объяснение.
Содержание текстов должно быть максимально точным и кратким.
Надписи наносятся только на полки линии-выноски, на них указывается информация, относящаяся непосредственно к изображению. Линии-выноски пересекающие основной чертеж и не отводимые от конкретных линий, подобные линии заканчивают точкой.
Линии-выноски, отводимые от основного контура и штриховой линии, заканчивают стрелкой, линии-выноски, отводящиеся от других линий не заканчиваются ни точкой, ни стрелкой.
Обозначение покрытий и термической обработки
Обозначение покрытия указывается в технических требованиях чертежа. Перед обозначение вида покрытия детали, в требовании указывается слово «Покрытие». Если же одно и то же покрытие наносится на несколько деталей, то рядом указывается буквенное обозначение детали, на которую будет наносится покрытие.
Если же в техническом процессе учувствует термическая обработка, то в техническом требовании указывается твёрдость материала, полученного в ходе ее применения. Если же обработке подвергается только часть детали, то эта часть заштриховывается утолщенными линиями, указывается размер обрабатываемой поверхности, а также на линии-выноске указывается твердость материала.
Указание на чертежах маркировки изделия
Маркировка или клеймение указывается в технических требованиях и начинается со слов Маркировка или Клеймить. Такое обозначение используется в случае указания на детали определенного места для маркировки.
Маркировка и клеймо обозначается точкой, от которой отходит линия-выноска, на которой в свою очередь указывается знак выполнимой операции.
Маркировка обозначается окружностью диаметром 10.15 мм, а клеймо – равносторонний треугольник высотой 10.15 мм.
Обозначение материалов на чертежах
Так же на чертежах обозначаются материалы, которые будут использоваться для изготовления детали.
Для указания материалов используются линии (штриховые, наклонные, пунктирные и т.п.).
Так же на чертежах обозначаются сварочные швы, видимая часть шва обозначается сплошной линией, а внутренняя пунктирной.
Элементы сварных швов наносятся на чертежи не зависимо от масштаба чертежа.
Сварные швы обозначаются ломанной линией, состоящей из горизонтального и наклонного участков и заканчиваются односторонней стрелкой, указывающей на место расположения сварного шва.
Условия обозначения сварного шва подразделяются на:
- Вспомогательные знаки шва по замкнутой линии и монтажного шва
- Обозначение шва согласно стандарту, конструктивные элементы швов
- Буквенно-цифровое обозначение шва согласно установленному стандарту
- Обозначение способа сварки
- Знак и размер катета шва
- Знак прерывистого или точечного шва, длина свариваемого участка, размер шага
- Вспомогательные знаки
Всем швам, имеющим один размер, одну длину, имеющие одинаковое условное обозначение, то им присваиваются один порядковый номер, который выставляется на выносной линии одного из швов вместе с обозначением, а на остальных только цифровое обозначение.
Так же каждому чертежу присваивается свое обозначение, которое должно ставится на каждом листе чертежа. Обозначение чертежа не должно быть присвоено никакому другому чертежу.
Обозначение изделия включает в себя четырехзначный код организации-производителя, шестизначный код классификационной характеристики и трехзначный порядковый регистрационный номер.
Код классификационной характеристики в свою очередь включает в себя код группы изделий.
Группы изделий:
- Группа 1 – детали
- Группа 2 – изделия машиностроения
- Группа 3 – электротехнические изделия
- Группа 4 – приборы
- Группа 5 – классы по видам техники
spravochnick.ru
12. Группирование размеров на чертежах
Размеры удобнее наносить справа от изображения (вида) и снизу от него. При таком расположении размеров облегчается чтение чертежей. Кроме того, чертежные инструменты при проведении размерных линий не закрывают изображения детали.
Размеры каждого элемента детали надо группировать так, чтобы они были нанесены в первую очередь на том изображении, которое наиболее полно отражает форму данного элемента (рис. 5.24).
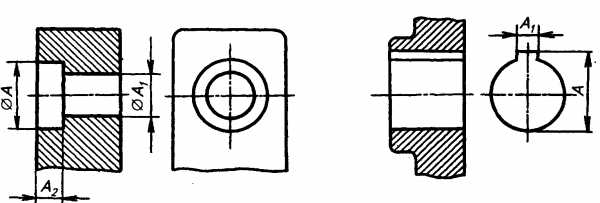
Рис. 5.24
Группирование размеров на изображении по признаку удобства их чтения
Для наружной и внутренней формы детали размеры наносят отдельными цепочками, которые лучше располагать по разные стороны от проекции детали (рис. 5.25). Это условие помогает отыскать нужный размер и проверить его.
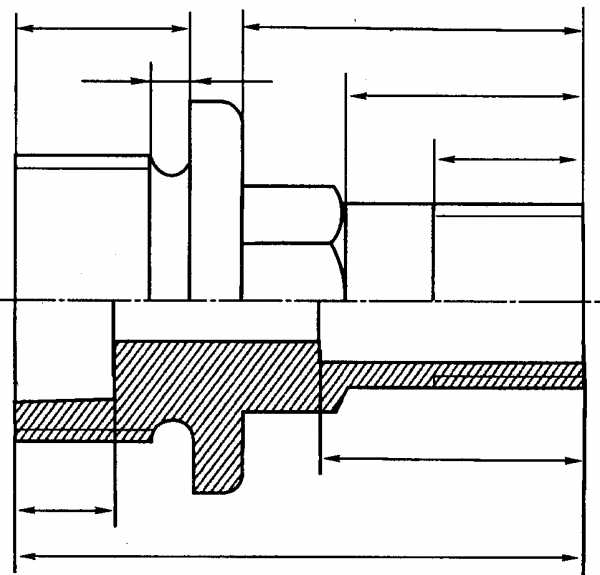
Рис. 5.25.
Группирование размеров на чертеже многоступенчатой детали
13. Шероховатость поверхностей машиностроительных деталей и ее обозначение на чертежах
Общие сведения. На любой обработанной поверхности при сильном увеличении хорошо заметны следы режущих кромок инструментов и зерен шлифованных кругов в виде близко расположенных друг к другу впадин и гребешков (рис. 5.26, а). Совокупность всех микронеровностей, образующих рельеф поверхности детали, называется шероховатостью.
Шероховатость поверхности играет большую роль в работе сопряженных деталей. Она влияет на трение и износ трущихся поверхностей, нагрев деталей, долговечность работы изделия и т.п.
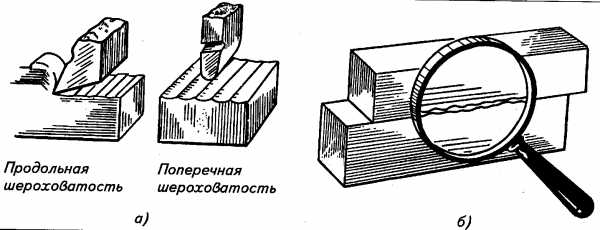
Рис. 5.26
Шероховатость поверхности:
а — схема образования; б — соприкосновение сопряженных поверхностей
Две сопряженные детали должны плотно прилегать друг к другу по всей поверхности. Однако оставшиеся после обработки шероховатости мешают этому. Соприкосновение деталей происходит по вершинам выступов микронеровностей (рис. 5.26, б), образующим так называемую контактную поверхность. Контактная поверхность обычно всегда меньше реальной, то есть общей поверхности детали. Даже после тонкой шлифовки соединяемых деталей контактная поверхность в 2 — 3 раза меньше номинальной. При обычной же чистовой обработке резцом действительная площадь касания составляет менее 20% реальной.
В зависимости от назначения и условий работы деталей машин допускают различную шероховатость их поверхности. И на одной и той же детали шероховатости ее различных поверхностей могут очень сильно отличаться друг от друга.
Почему же нельзя все поверхности деталей делать с минимально возможной шероховатостью? Объясняется это тем, что такая обработка поверхности требует значительных затрат труда. Правильное назначение конструктором шероховатости поверхности, соответствующей условиям работы детали, имеет огромное значение в машиностроении.
В качестве критериев шероховатости поверхности установлено несколько параметров. Рассмотрим из них два основных: среднее арифметическое отклонение профиля Ra и высоту неровностей Rz.
Среднее арифметическое отклонение профиля Rа определяется как среднее значение расстояний отдельных точек профиля у1, у2,… yn до средней линии гребешков ОХ (рис. 5.27):
Rа =(у1+у2+…+yn)/n.
Высоту неровностей профиля по десяти точкам Rz определяют как среднее значение между пятью высшими точками выступов и пятью низшими точками впадин профиля (перпендикуляры Н1, Н2, Н3, …, Н10 из высших точек выступов и низших и параллельно средней линии ОХ):
Rz =[(Н1 + Н3 + … + Н9) — (Н2 + Н + … + Н10)]/5
ГОСТ 2789 — 73 устанавливает предельные значения Rа и Rz, обозначаемые на чертежах числовой величиной шероховатости в микрометрах.
Пять высших точек выступов и пять низших точек впадин (см. рис. 5.27) берут в пределах базовой длины l — длины участка поверхности, принятого для измерения шероховатости.

Рис. 5.27.
Микронеровности обработанной поверхности и определение их величины
Обозначения шероховатостей поверхностей деталей машин и правила нанесения их на чертежах установлены ГОСТом 2.309 — 73.
На чертеже наносят обозначение шероховатости всех обрабатываемых поверхностей изделия, независимо от методов их образования, кроме тех, шероховатость которых не обусловлена требованиями конструкции.
В обозначении шероховатости поверхности применяют один из знаков, изображенных на рис. 5.28. Высота знака h должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел. Высота Н = (1,5 … 3)h. Толщина линий знаков должна быть приблизительно равна половине толщины сплошной основной линии, применяемой на чертеже.
Для обозначения поверхности, вид обработки которой конструктором не устанавливается, применяют знак, изображенный на рис. 5.28, а.

Рис. 5.28.
Знаки шероховатости поверхности
Если поверхность образуется удалением слоя материала, например, точением, фрезерованием, сверлением, шлифованием, полированием, травлением и т.п., то применяют знак, изображенный на рис. 5.28, б.
В обозначении шероховатости поверхности, которая должна быть образована без удаления слоя материала, например литьем, ковкой, штамповкой, прокатом и т. п., используют знак, изображенный на рис. 5.28, г. Этот же знак используют для поверхности, не обрабатываемой по данному чертежу, то есть не подвергаемой дополнительной обработке.
Значение параметра шероховатости по ГОСТУ 2789 — 73 указывают в обозначении шероховатости: для параметра Rа — без символа, например, 0,5; для параметра Rz — после соответствующего символа, например, Rz 32.
Обозначения шероховатости на изображении изделия располагают на линиях контура, выносных линиях по возможности ближе к размерной линии или на полках линий-выносок.
Если шероховатость всех поверхностей детали одинакова, то ее обозначение помещают в правом верхнем углу чертежа и на изображениях не наносят (рис. 5.29, а). Размеры и толщина линий знака в обозначении шероховатости, вынесенном в правый верхний угол чертежа, должны быть приблизительно в 1,5 раза больше, чем в обозначениях, нанесенных на изображении.
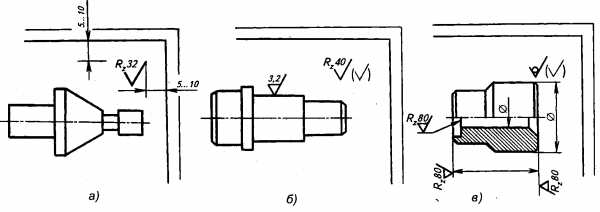
Рис. 5.29.
Обозначение шероховатости: а — одинаковой для всех поверхностей детали; б — одинаковой для части поверхностей детали; В — часть поверхности детали не обрабатывается
При указании одинаковой шероховатости для части поверхностей детали в правом верхнем углу чертежа помещают обозначение одинаковой шероховатости и условное обозначение (√) (рис. 5.29, б). Это означает, что все поверхности, на изображении которых нет обозначения шероховатости или знака ○√ должны иметь шероховатость, указанную перед обозначением (√).
Знак √, взятый в скобки, должен быть по размерам таким же, как знаки, нанесенные на изображении.
Если часть поверхностей сохраняется в состоянии поставки, то есть не обрабатывается, в правом верхнем углу чертежа перед обозначением (√) помещают знак √ (рис. 5.29, в). Размеры и толщина линий его должны быть приблизительно в 1,5 раза больше, чем в знаках, нанесенных на изображении.
Обозначения шероховатости одной и той же поверхности наносят один раз, независимо от числа изображений.
Выбор шероховатости для поверхностей деталей. Характер и величина шероховатости поверхности детали зависят от вида ее механической обработки. При выполнении чертежей деталей в процессе деталирования сборочного чертежа и при выполнении эскизов деталей с натуры приходится решать вопросы, связанные с назначением (выбором) шероховатости поверхностей.
В любом соединении есть соприкасающиеся поверхности двух или нескольких деталей. По тому, насколько плотно или свободно это касание, можно судить о подвижности деталей, входящих в соединение. Характер соединения позволяет назначить шероховатость поверхностей детали.
По назначению и взаимодействию поверхности деталей разделяют на две основные группы:
а) сопрягаемые поверхности — поверхности соприкосновения и взаимодействия двух или нескольких деталей в соединении;
б) свободные поверхности — такие, которые с поверхностями других деталей не взаимодействуют.
Количество сопрягаемых поверхностей определяет степень подвижности или плотности сборки деталей. Количество свободных поверхностей определяет степень простоты изготовления деталей.
Назначение числовых значений параметров шероховатости сопрягаемых поверхностей зависит от необходимой точности соединений, от требований к внешнему виду и эксплуатационных свойств (уменьшение трения, удобство и безопасность обслуживания машины и пр.).
Прямой связи между точностью изготовления и шероховатостью не существует, так как всегда можно предъявить высокие требования к шероховатости поверхности при весьма неточном изготовлении ее. Однако, чем меньше поле допуска, тем более высокие требования предъявляются к шероховатости поверхности. Это позволяет ориентировочно выбирать минимально необходимую шероховатость поверхности детали в зависимости от допуска с помощью диаграммы (рис. 5.30).
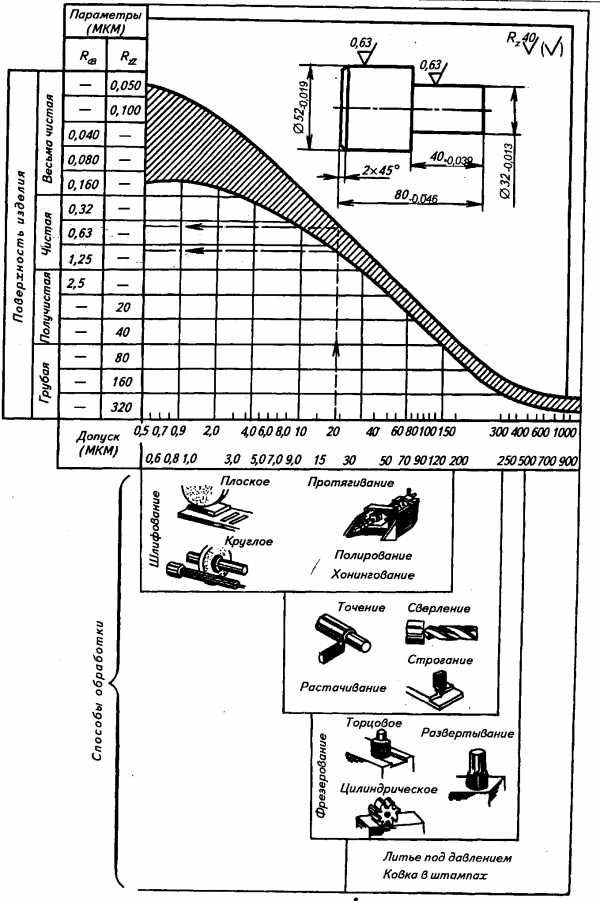
Рис. 5.30.
Диаграмма определения шероховатости поверхности детали в зависимости от допуска
Наибольший диаметр ступенчатого валика, приведенного на том же чертеже в качестве примера, обозначен Ø52-0,019. По таблице полей допусков валов ГОСТ 25347 — 82 (см. табл. 3) в колонке h определяем предельные отклонения для вала Ø52. Они составляют 19 мкм. Следовательно, допуск равен 19 мкм. Теперь, пользуясь диаграммой, находим параметр шероховатости поверхности.
Как видно из диаграммы, допуску 19 мкм должна соответствовать шероховатость поверхности параметра Ra в диапазоне 0,63… 1,25 мкм. (Заштрихованное между двумя кривыми линиями поле ограничивает пределы достигаемой шероховатости поверхности при одной и той же точности изготовления.)
Аналогично можно установить шероховатости и для размера Ø 30-0,013.
studfiles.net
Условные обозначения и изображения на судостроительных чертежах
Условные обозначения и изображения применяются в судостроительном черчении для того, чтобы упростить и ускорить разработку чертежей и облегчить их чтение.
Все условные обозначения, применяющиеся на чертежах, в основном подразделяются на графические изображения, знаки и буквенные обозначения.
Условные графические изображения применяют на рабочих чертежах при вычерчивании конструкции или ее деталей в малом масштабе, когда точное изображение показать невозможно. Эти изображения выполняют в масштабе чертежа, а условные знаки — без соблюдения масштаба, но с сохранением величины знака при повторении его на том же чертеже.
Условные обозначения и изображения выполняют в соответствии с ГОСТом и отраслевыми стандартами.
Рассмотрим основные условные обозначения и изображения, применяемые на рабочих чертежах.
В табл. 2.1 приведены условные обозначения листового, полосового и профильного металла, а в табл. 2.2 даны некоторые основные обозначения элементов и соединений корпуса.
Таблица 2.1. Условные обозначения листов и профилей
* В конструктивных чертежах над чертой указываются размеры стенки, под чертой — пояска. В рабочих чертежах размеры стенки и пояска указывают раздельно, как для полос.
Размеры профилей определяются обычно соответствующими ГОСТ.
Применяя обозначения на чертежах, можно ограничиться одной проекцией профилей.
Условные буквенные обозначения на чертежах корпусных конструкций приведены в табл. 2.3.
Таблица 2.3. Сокращенное обозначение корпусных конструкций на чертежах
При крупном масштабе чертежа (1:1, 1 :2 или 1:5), когда толщина листов, полос и профилей на чертеже более 2 мм, их сечения заштриховывают. При мелких масштабах (1 : 10 и менее), когда толщина деталей недостаточна для штриховки (менее 2 мм), сечения затушевывают карандашом, а на кальках заливают тушью.
Изображение и условное обозначение сварных швов на чертежах производится согласно ГОСТ 2.312—72. В судостроении применяют различные типы сварных швов, которые определяются следующими стандартами:
ГОСТ 5264—69 — ручная злектродуговая сварка.
ГОСТ 11533—75 —автоматическая и полуавтоматическая дуговая сварка под флюсом.
ГОСТ 14771—76 — электродуговая сварка в защитном газе.
ГОСТ 8713—70 — автоматическая и полуавтоматическая сварка под флюсом.
ГОСТ 14806—69 — дуговая сварка алюминия и алюминиевых сплавов.
ГОСТ 15878—79 — сварные соединения, выполненные контактной электросваркой.
Имеются также отраслевые стандарты, в которых приведены требования применительно к судостроительной промышленности.
Если конструктивные элементы швов, применяемых на чертеже, отличаются от указанных в стандартах, они особо оговариваются в чертеже или технических условиях на изготовление конструкции.
Условные обозначения сварных швов наносят на чертежи во всех случаях независимо от масштаба изображений. Сварные швы обозначают на чертежах ломаной линией, состоящей из горизонтального и наклонного участка, которые заканчиваются односторонней стрелкой, указывающей место расположения сварного шва.
Видимая сторона сварного шва обозначается сплошной линией, а невидимая — штриховой.
Согласно ГОСТ 2.312—72 сварные швы имеют графическо-буквенное обозначение. Над полкой линии-выноски пишут обозначение видимого шва, а под ней — невидимого. Знаки сварных соединений показаны в табл. 2.4.
Таблица 2.4. Вспомогательные знаки для обозначения сварных швов
Условное обозначение сварного шва делится на следующие части:
1. Вспомогательные знаки шва по замкнутой линии и монтажного шва (ставятся на стыке выноски с полкой).
2. Обозначение шва согласно соответствующему стандарту на типы и конструктивные элементы швов сварных соединений.
3. Буквенно-цифровое обозначение шва сварного соединения согласно соответствующему стандарту (отделяется от предыдущей части обозначения дефисом).
4. Обозначение способа сварки в соответствии с тем же стандартом (может не указываться).
5. Знак и размер катета шва (отделяется от предыдущей части дефисом).
6. Знак прерывистого или точечного шва и длина свариваемого участка или размер шага по соответствующим стандартам (отделяется от предыдущей части дефисом).
7. Вспомогательные знаки.
Всем швам одного и того же типа с одинаковыми размерами в поперечном сечении, имеющими одинаковое условное обозначение, присваивают один и тот же номер, который проставляют на выносной линии одного из швов вместе с обозначением, а на всех остальных швах — только их номер. Если все швы на чертеже одинаковы и изображены с одной стороны (лицевой или оборотной), то порядковый номер швам не присваивают и обозначают их только линиями-выносками без полок, кроме шва, на котором указано условное обозначение. Если все швы на одном чертеже выполнены по одному и тому же стандарту, то номер стандарта в изображении шва может не указываться, а проставляться только в технических требованиях или в таблице швов.
Сварочные материалы указываются на чертеже в технических требованиях или в таблице швов.
Примеры изображения сварных швов показаны в табл. 2.5.
Таблица 2.5. примеры изображения сварных швов.
www.stroitelstvo-new.ru
16. Глава 15. Рабочие чертежи деталей
Все детали можно разделить на три группы: детали стандартные, детали со стандартными изображениями, детали оригинальные.
К стандартным деталям относятся ранее рассмотренные крепежные резьбовые детали (болты, винты, гайки, шпильки), шайбы, штифты, шплинты, шпонки, соединительные детали трубопроводов. Стандарты регламентируют не только форму и размеры этих деталей, но и их изображения ‘и нанесение размеров и знаков шероховатости.
Группа стандартов ЕСКД (ГОСТ 2.401—68…ГОСТ 2.426—74) регламентирует только стандартные изображения деталей и указывает правила нанесения размеров на изображениях этих деталей. К таким деталям относятся пружины, зубчатые колеса, рейки, червяки, звездочки и т. д.
К оригинальным деталям относятся такие детали, форма которых отличается от формы деталей первых двух групп. К ним относятся литые детали, детали, изготовляемые штамповкой или ковкой, детали, имеющие форму поверхностей вращения, детали, ограниченные преимущественно плоскостями, и т. д. Форма этих деталей определяется технологией их изготовления и несет в себе элементы, характерные для этой технологии. У литых деталей имеются литейные уклоны и скругления, детали токарной обработки преобладающими имеют поверхности вращения и т. п.
Литые детали нашли очень широкое применение. Это и отдельные детали машин, например маховики, шкивы, цилиндры, крышки, рычаги, это детали типа опор, кронштейнов, это и корпусные коробчатые детали закрытого или открытого типа, имеющие точно обработанные отверстия и плоские наружные поверхности.
Общее количество изображений на чертеже литой детали во многом зависит от правильного выбора главного вида, от разумного ис-
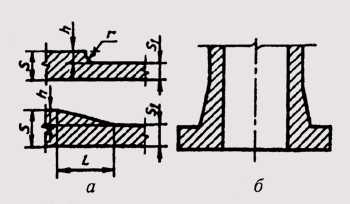
Рис. 280
Рис. 281
пользования допустимых ГОСТ 2.305 — 68 сочетаний видов с разрезами, местных разрезов, сечений выносных элементов, условностей и упрощений.
Корпусные детали коробчатого типа располагают относительно фронтальной плоскости проекций так, чтобы их основные базовые поверхности занимали горизонтальное положение, а детали типа фланцев или шкивов — чтобы их ось проецировалась параллельно основной надписи чертежа, так как такое их расположение соответствует положению детали при ее токарной обработке.
При выполнении чертежей литых деталей нужно учитывать следующие требования.
1 . Литейные уклоны на чертеже не изображают, ограничиваются соответствующей записью в технических требованиях.
2. Для того чтобы деталь не имела внутренних напряжений и литейных дефектов, нужно осуществлять плавный переход от одной толщины стенки к другой по нормам, приведенным на рис. 280, а:
S/S1=<2; r = (0,3…0,4)h;
S/S1>2; l = (4…5)h;
3. Опорные бурты (фланцы) должны быть толще основной части детали. В этом случае нужно предусмотреть плавный переход от стенки к фланцу (рис. 280, б).
4. Обрабатываемые поверхности нужно приподнимать над необрабатываемыми. Это обеспечит свободный выход режущему инструменту и уменьшит площадь механической обработки (рис. 281).
5. Если плита-основание устанавливается на другую деталь, то привалочную плоскость делают несплошной, чтобы уменьшить площадь обработки (рис. 282, а). С этой же целью среднюю часть отвер-
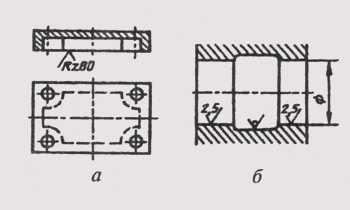
Рис. 282
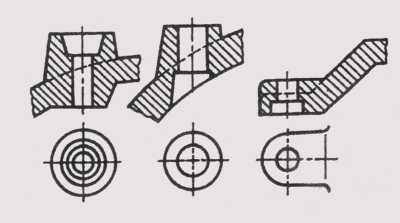
Рис. 283
стия выполняют большего диаметра, чем концевые работающие части отверстия, где вал сопрягается с отверстием (рис. 282, б).
6. Поверхности, в которых сверлят отверстия, выполняют с приливами, торцевые плоскости которых должны быть перпендикулярны оси отверстия (рис. 283).
При нанесении разрезов на чертежах литых деталей нужно учитывать следующие особенности: а) взаимное положение необрабатываемых поверхностей детали указывают размерами, которые связывают эти поверхности между собой; б) механически обработанные поверхности и необрабатываемые связывают между собой не более чем одним размером по длине, высоте или глубине детали.
Перед нанесением размеров необходимо выбрать основные литейные и конструкторские базы. Литейными базами могут служить оси или плоскости симметрии или необрабатываемые поверхности. От литейных баз наносят размеры, определяющие форму и положение необрабатываемых поверхностей. Отдельно наносят размеры, определяющие форму и положение обрабатываемых поверхностей относительно конструкторских баз.
Размеры на чертежах литых деталей не допускается наносить в виде замкнутой цепи. На рабочем чертеже литой детали должны быть помещены технические требования. На учебных чертежах в технических требованиях можно ограничиться только указанием размеров неуказанных литейных радиусов и размеров для справок.
На рис. 284 показаны изображения и нанесены размеры крышки, полученной путем механической обработки из отливки. В качестве литейных баз были приняты торец детали и ось поверхности выступа диаметр 70, а в качестве конструкторских баз — опорный торец и ось поверхности 0 72, совпадающая с литейной базой. При этом габаритный размер 38 является одновременно размером между литейной и конструкторской базами в продольном направлении.
Детали, имеющие форму тел вращения, обрабатываются в основном на токарных и аналогичных им станках. У таких деталей главное
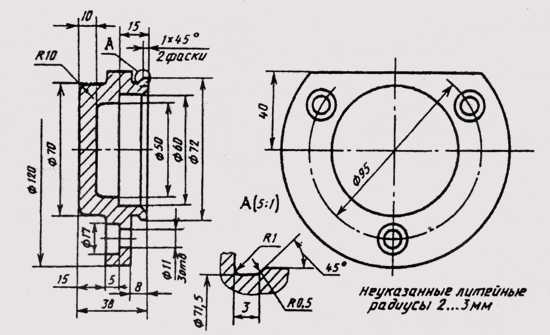
Рис. 284
Рис. 285
изображение с нанесенными размерами дает полное представление об их форме, поэтому не требуются изображения типа вида слева или вида сверху. Для пояснения отдельных элементов применяют местные разрезы, сечения, выносные элементы.
Детали, ограниченные поверхностями вращения разных диаметров, обычно вычерчивают так, чтобы участки с большими диаметрами находились левее участков с меньшими диаметрами, что соответствует расположению детали на стенке при ее обработке (см. рис. 266).
Если деталь имеет внутренние соосные поверхности вращения, то в качестве главного изображения принимают фронтальный разрез, что дает полное представление о детали и облегчает нанесение размеров (рис. 285, а). При этом ступени отверстия большого диаметра располагают слева.
При выполнении чертежей деталей с преобладающими токарной обработкой поверхностей необходимо учитывать следующие требования.
Рис. 286
1. В местах перехода от одного диаметра вала к другому нужно выполнить скругления галтели (рис. 285, в).
2. Для удобства сборки детали на торцах деталей нужно выполнять фаски (рис. 285, б).
3. На внешних поверхностях рукояток, головок, круглых гаек, завинчиваемых вручную, нужно выполнять рифление по ГОСТ 21474—75 (рис. 286). Условное обозначение рифления наносится прямо на изображении детали на полке линии-выноски и включает наименование, шаг и номер стандарта.
4. Если поверхность детали шлифуется, то необходимо предусмотреть специальную канавку для выхода шлифовального круга. Размеры
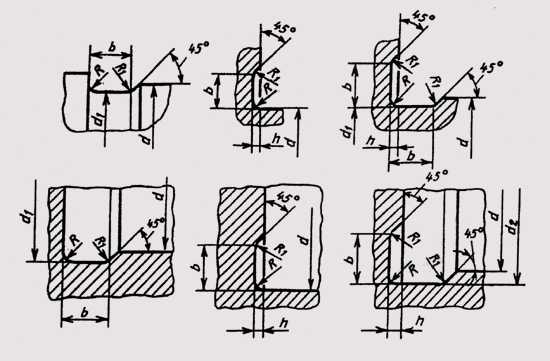
Рис. 287
Рис. 288
канавок при круглом и плоском шлифовании определяются стандартом. На рис. 287 приведены изображения канавок для шлифования наружного и внутреннего диаметров и даны рекомендации для их размеров. Размеры канавок в размерные цепи деталей не включают.
Если d = 10..15 мм, то b = 3 мм, d1 =d + + 0,5 мм, h = 0,25 мм, R = 1 мм, R1 = 0,5 мм.
Если d = 50…100 мм, то b = 5 мм, d2— d + + 1 мм, h = 0,5 мм, R=1,5 мм, R1 = 0,5 мм.
5. Если конструкция детали не предусматривает свободный выход инструмента, то переходная часть ее по своей форме и размерам должна соответствовать форме и размерам этого инструмента (рис. 288).
6. Для установки детали в центрах токарного станка в детали выполняют центровые отверстия, размеры и условные обозначения которых определяются стандартом (рис. 289).
7. Проточки внешние и внутренние для выхода резца при нарезании резьбы вычерчивают укрупненно с помощью выносных элементов (рис. 289).
На рис. 289 выполнен учебный чертеж вала. Сечение А —А выявляет размеры поперечного сечения шпоночной канавки, а сечение Б — Б дает форму и размеры призматической части вала. Центровое отверстие и шпоночная канавка показаны местными разрезами. Выносные элементы I и II помогают выяснить размеры проточки для метрической резьбы и глубину сверления под стопорный винт.
При нанесении размеров по длине вала в качестве основной базы взят правый торец детали. Относительно вспомогательной базы представлены размеры 15, 36 и 70 мм. Обозначение шероховатости поверхностей нанесено с учетом их конструктивного назначения.
Чертежи деталей кроме основных изображений готовой детали содержат полную или частичную развертку этой детали. На изображение развертки наносят только те размеры, которые нельзя указать на изображении готовой детали. Над изображением развертки помещают надпись «Развертка». Изображают развертку сплошными основными линиями (рис. 290). Если необходимо, на развертке указывают линии сгиба и делают соответствующие надписи. Особое внимание нужно обращать на правильное определение размеров в местах сгиба детали.
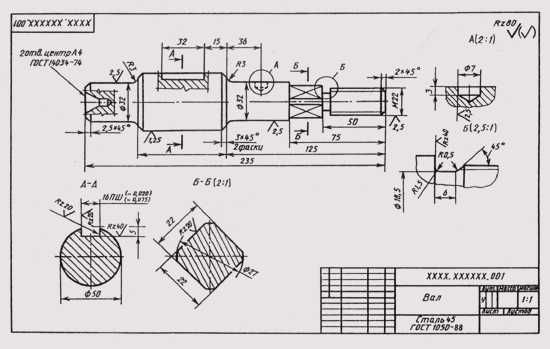
Рис. 289

Рис. 290
lib.qrz.ru
92. Нанесение обозначений материалов на рабочих чертежах деталей
На рабочих чертежах деталей помещают необходимые данные, характеризующие свойства материала готовой детали и материала, из которого деталь должна быть изготовлена.
В основной надписи чертежа детали указывают вид, наименование и марку материала в соответствии со стандартом или другими нормативными документами.
Углеродистую сталь обыкновенного качества обозначают: Ст, Ст. 1, Ст. 2, Ст. 3, Ст. 4, Ст. 5, Ст. 6. В графе 3 основной надписи записывают, например: Ст. 3 ГОСТ 380—88.
В обозначение углеродистой качественной конструкционной стали входят двузначные числа, показывающие содержание углерода в сотых долях процента: 0,5 кп (кипящая), 0,8 кп, 0,8,10 кп, 10,15 кп, 15, 201 20,26,30,35,40 и т. д. В основной надписи записывают, например: «Сталь У25 ГОСТ 1050—88».
Углеродистую инструментальную сталь обозначают буквой «У» с указанием содержания углерода, например У8 ГОСТ 1435—90.
Легированные машиностроительные стали имеют обозначения легирующих элементов: Г — марганец, С — кремний, X — хром, Н — никель, М — молибен и т. д. и процентное содержание этих элементов, например хромоникелевая сталь марки 20 ХН: «Сталь 20ХН ГОСТ 4543—71».
Серый чугун (СЧ) в своем обозначении содержит предел прочности на растяжение (первые две цифры), предел прочности на изгиб (вторые две цифры), например: «СЧ 18—36 ГОСТ 1412—85».
Ковкий чугун (КЧ) в своем обозначении содержит предел прочности на растяжение (первые две цифры) и удлинение в процентах (вторые две цифры), например: «КЧ35—10 ГОСТ 1215—79».
Медь (М) изготовляется марок МО, Ml, М2, МЗ, М4. В основной надписи записывают, например: «М4 ГОСТ 859—78».
Латунь — медно-цинковый сплав, обрабатываемый давлением, изготовляется марок Л96, Л90, Л70, Л А Н. В основной надписи записывают, например: «Л70 ГОСТ 15527—70».
Латунь — медно-цинковый сплав литейный выпускают марок ЛА67-2,5; ЛАЖМц 66-6-3-2; ЛМцС 58-1Н; ЛК80-ЗЛ и др. Первые две цифры означают процентное содержание меди, а остальные — процентное содержание компонентов (алюминия А, железа — Ж, марганца— Мц и др.). В основной надписи записывают, например: «ЛАЖМц 66-6-3-2 ГОСТ 17711—80».
Бронзы оловянные литейные изготовляют марок Бр. ОЦСН 3-7-5-1; БР. ОСЦ 3-12-5; Бр. ОСЦ 5-5-5 и др. Цифры обозначают процентное содержание компонентов (олово — О, цинк — Ц, свинец — Сит. д.), остальное — медь. Пример условной записи: «Бр. ОСЦ 5-5-5 ГОСТ 613—79».
Бронзы безоловянные специальные бывают марок Бр. 45, Бр. А7, Бр АЖН 10-44, Бр. Мц 5 и др. Пример обозначения: «Бр. Мц 5 ГОСТ 18175—78».
Алюминиевые сплавы АЛ, АК, Д1, Д6, Д7 записываются в основной надписи по типу: «АЛ 4 ГОСТ 2685—75; АК 2 ГОСТ 4784—74; Д6 ГОСТ 13722—68».
Все металлы имеют единое условное графическое обозначение (штриховку) на изображениях в разрезах и сечениях (см. ГОСТ 2.306—68). Если деталь изготовляется из сортаментного материала (листа, прутка, проволоки, профиля и т. д.), то обозначают не только материал, но и сортамент с его размерами и номером стандарта на этот сортамент, например:
50ГОСТ2590-88
———————— круг;
Ст.3ГОСТ535-88
25 ГОСТ 8560267
———————— шестигранник.
45ГОСТ1051-73
Из широко используемых неметаллических материалов можно выделить следующие:
резина листовая техническая по ГОСТ 7338—90;
паронит по ГОСТ 481—80;
винипласт листовой по ГОСТ 9639—71;
текстолит конструкционный;
гетинакс по ГОСТ 2718—74;
полиэтилен по ГОСТ 16338—85;
фторопласт по ГОСТ 14906—77.
Условные обозначения и марки этих материалов определяются их стандартами. Все перечисленные неметаллические материалы имеют единое условное графическое изображение на чертежах (штриховка «в клетку»).
lib.qrz.ru
Обозначение допусков на чертежах. Предельные отклонения размеров
I. Предельные отклонения размеров
1. Предельные отклонения указываются на чертежах непосредственно после номинального размера условными обозначениями по общесоюзным стандартам на допуски и посадки или числовыми величинами.
П p и м e ч а н и е. В виде исключения допускается указывать наряду с условными обозначениями числовые величины отклонений.
2. При простановке размера в разрыве размерной линии обозначение отклонений или числовые их величины проставляются также в разрыве размерной линии.
Числовые величины отклонений проставляются одно над другим, верхнее над нижним.
При простановке размера над размерной линией обозначение отклонений или числовые их величины проставляются также над размерной линией.
Размер шрифта буквенных обозначений—такой же, как для простановки размеров, а цифровые величины отклонений указываются более мелким шрифтом.
3. Отклонение, равное нулю, на чертежах не проставляется.
4. При симметричном расположении поля допуска величина отклонения проставляется со знаком ± рядом с размерами и одинаковым с ними шрифтом.
5. Если наряду с условными обозначениями указываются также и числовые величины отклонений, то последние рекомендуется проставлять в скобках уменьшенным (в сравнении с номинальным размером) шрифтом.
6. Предельные отклонения размеров деталей, изображённых на чертеже в собранном виде, указываются в виде дроби: в числителе проставляются обозначение или числовые величины отклонений отверстия (охватывающей детали), а в знаменателе—обозначение или числовые величины отклонений вала (охватываемой детали).
При указании числовых величин отклонений допускаются надписи, поясняющие, к какой из деталей
относятся отклонения. Допускается также вместо одной проводить две размерные линии и отдельно указывать отклонения вала и отверстия с надписями, к какой детали
относятся отклонения.
П p и м e ч а н и е. При постановке номинального размера соединения в разрыве размерной линии черта, разделяющая отклонение отверстия и вала, может быть слита с размерной линией, т. е. отклонения отверстия проставляются над размерной линией, а вала под ней.
7. Если на чертеже соединения в собранном виде необходимо указать предельные отклонения только одной из сопрягаемых поверхностей, то необходимо пояснить надписью, к какой детали относятся отклонения.
II. Предельные отклонения формы и расположения поверхностей
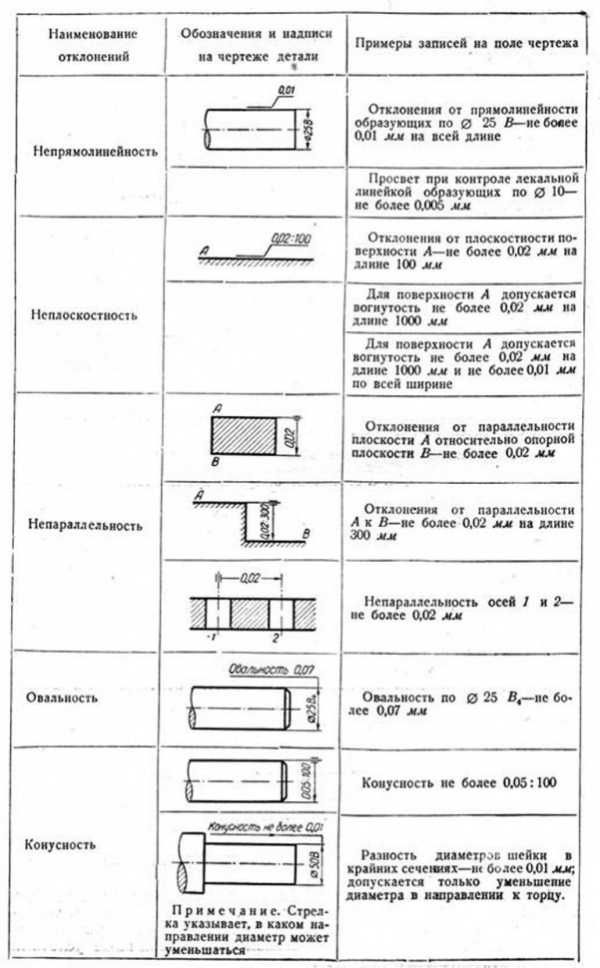
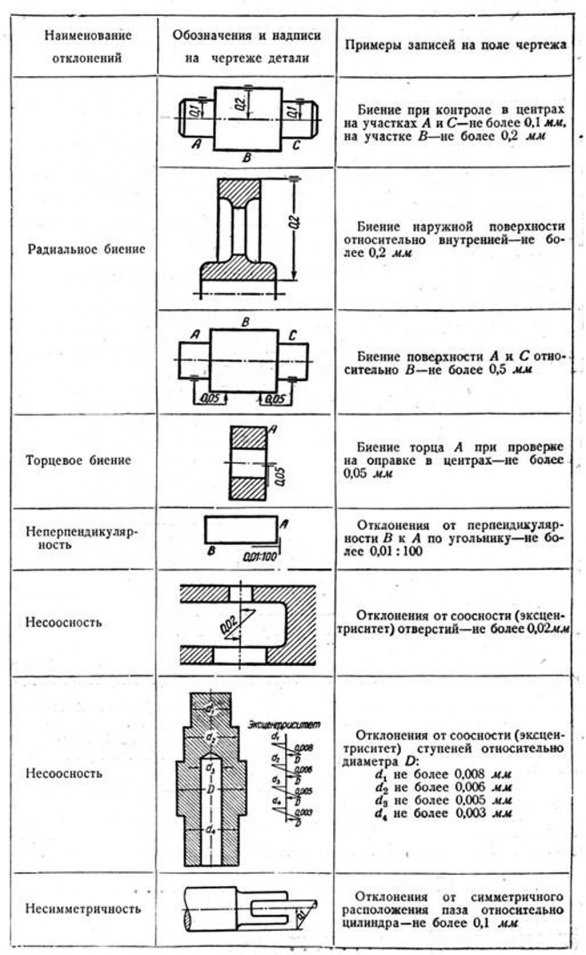
8. Допустимые отклонения формы и расположения поверхностей, в случае необходимости их контроля, могут либо оговариваться в технических условиях и на свободном поле чертежа, либо указываться на изображении детали с использованием привед?нных ниже условных знаков и пояснительных надписей.
www.nacherchy.ru